|
|
|
| �� |

����
|
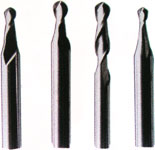
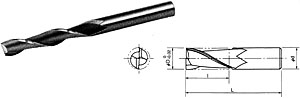
˫��ϳ�� (��λ��mm) |
|
����(��d) |
����(��D) |
�г�(l) |
�ܳ�(L) |
|
3 |
3 |
8 �� 15 |
38 |
|
3.175 |
2 |
8 �� 12 |
38 |
|
3.175 |
1.5 |
6 |
38 |
|
3.175 |
3.175 |
8 �� 20 |
38 �� 50 |
|
4 |
4 |
8 �� 20 |
40 |
|
6 |
1 |
3 �� 5 |
50 |
|
6 |
2 |
6 |
52 |
|
6 |
2.5 |
6 |
50 |
|
6 |
3 |
8 �� 12 |
55 |
|
6 |
4 |
8 �� 15 |
55 |
|
6 |
5 |
10 �� 16 |
55 |
|
6 |
6 |
10 �� 20 |
55 |
|
6 |
6 |
25 �� 35 |
70(����) |
|
6 |
6 |
35 �� 50 |
70 �� 90(����) |
��
����
|
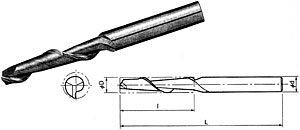
����ϳ�� (��λ��mm) |
|
����(��d) |
����(��D) |
�г�(l) |
�ܳ�(L) |
|
6 |
3 |
12 |
50 |
|
6 |
4 |
15�� 20 |
50 |
|
6 |
6 |
20 �� 25 |
50 |
|
6 |
6 |
25 �� 50 |
50 �� 90(����) |
��

1����������ϳ�������صIJ����пڣ�ʹ��ӹ�����������С��ɢ�ȿ졢��м��м�������ص㣬���ʺ����ڴ��������Ĵּӹ���
2�����ӹ�ϳ�����������
ISO ���ʱ����Ƚ���ҵ���ҵļ�����(�������� ANSI B94���¹� DIN���ձ� JIS
�ȱ�)�������ھ��ӹ������ʺ��������豸���ӹ�����ʹ�á�
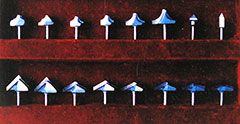
3����ͷϳ����������ģ����ǻԲ�ǵ�Բ������ӹ���
4����ϳ�����еȽǶȹ��������ģ�ߵ���ģ�Ƕȵij��ͼӹ����Լ��нǶ�Ҫ�������ļӹ���
5��T ��ϳ��������ϳ������ͷϳ����
��

|
 |
���� |
|
�� |
��D |
L |
a |
W |
�и��ٶ� |
��ע |
|
�и��̾�ϸͼ�������֡���ά���� |
3.175 |
115 |
10o��15o��20o����40o |
0.1 �� 2.5 |
��̷ǽ���
�и��ٶȣ�3m/s
ת�٣�20000n/s |
�����ڹ������̻�������̹��߸֡�ģ�߸֡�����֡�����������Ҫ�ɶ��ơ� |
|
4.36 |
165 |
10o��15o��20o����40o |
0.1 �� 2.5 |
|
3.175 |
25 �� 38 |
10o��15o��20o����40o |
0.1 �� 2 |
|
6 |
30 �� 45 |
10o��15o��20o����40o |
0.1 �� 2.5 |
|
6.35 |
45 |
10o��15o��20o����40o |
0.15 �� 2.5 |
��
��
��
��

|
 |
 |
|
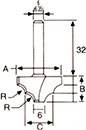
���Ƶ�(һ) (��λ��mm) |
|
�ͺ� |
���� |
A |
B |
C |
R |
|
SZH001 |
��6 |
25 |
14 |
16 |
5 |
|
��6.35 |
25 |
14 |
16 |
5 |
|
��
 |
 |
|
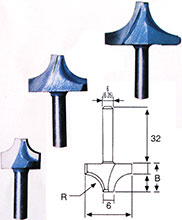
���Ƶ�(��) (��λ��mm) |
|
�ͺ� |
���� |
A |
B |
C |
R |
|
SZH002 |
��6 |
25 |
14 |
16 |
5 |
|
��6.35 |
25 |
14 |
16 |
5 |
|
��
 |
|
3D �Ƕȵ� (��λ��mm) |
|
�ͺ� |
���� |
����ֱ�� |
�Ƕ� |
|
SZH090 |
��6
��6.35 |
32 |
90o |
|
SZH120 |
120o |
|
SZH150 |
150o |
|
��
 |
|
1/4 R �� (���mm) |
|
�ͺ� |
���� |
A |
B |
R |
|
SZH003 |
��6
��6.35 |
18 |
13 |
6 |
|
SZH004 |
26 |
16 |
10 |
|
SZH005 |
34 |
19 |
14 |
|
��

1����̵������������̲����йأ���ͬ����Ӧ����֮����ĵ������
2����̵���������ת�ٺͽ������йأ��ѿ̵IJ���Ӧ����ת�ٺ���������
3����̼�ʱ����ɫʱ��Ӧע������ȣ��絶����ճ��ʱ��Ӧ�����������ƻ��ӹ��棬Ӱ���Ʒ������
4����ϳ��������ʯʱ��Ӧ�����ٶȡ���Ⱥ����������������н�ˮ�Ͳ�ͬ�۵���л����ʡ�
5����������л�����߿̲���ʱ��Ӧע��̵��ĺ����Ƿ�������DZ��У��粻���������Ӧ�������ߡ�
��